
![]()

CONTENT
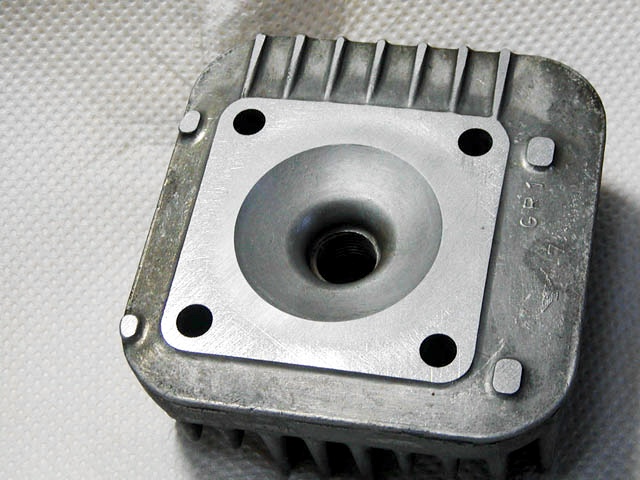
シリンダヘッドを面研する

シリンダヘッドの下側を削り込んで、燃焼室の容量を減らしてみる。これで二次圧縮が高まり、爆発力が増すハズ。圧縮比をむやみに上げると温度が上がり過ぎてデトネーション(異常燃焼)がおきやすくなるが、0.5mm程度の面研なら、まァ、大丈夫だと思う。上死点でピストンの「肩」の高さは、シリンダーと同じかほんのわずか低い位置。そしてちょうどピストンヘッドの膨らんだ部分だけがシリンダーから飛び出ている状態。

シリンダヘッドをみると高さ0.2mmほどの垂直な段差が付いている。ホンダはこの高さをあまり取っていないようだ。この段差を全部削ってしまってもピストンヘッドに当らないはずなので、とりあえず段差を目安に削る。

一般刃物用砥石の荒め#120に、2ストオイルのGR2を染み込ませて研磨する。

2ストオイルは粘度が高くていい感じ。45°ずつ回して平面になるようにガシガシやる。荒い砥石なので思ったより作業が速かった。
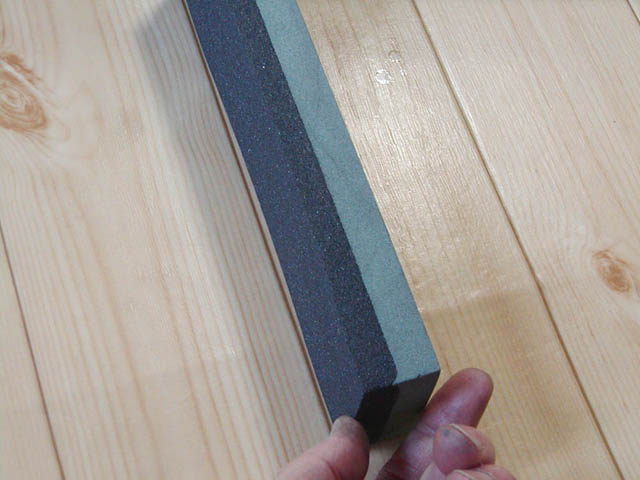
削りカスがどんどん出ると思ったら、砥石の方がすごい勢いで削れていた。炭化ケイ素質の砥石だが、アルミ相手にこんなに凹むとは。当然、シリンダヘッドも平面にはならず、端の方がたくさん削れてしまった。やれやれ、やり直しか。
両面砥石の細目の#220の側で研いでみると、やはり中心に近い部分だけに痕がつく。こういう削れ方なら、シリンダボルトを締め付けるといい感じで密着してくれそうなカタチだとも思うが、やはり平面なのに越した事はない。ということで#220で平らになるまで削る。

#220の方は砥石面が凹むことなく、平らに研磨出来た。これで約0.5mmまで削ってみた。

仕上げはガラステーブル用の耐圧ガラスの上に#400のサンドペーパーを置いて、さらに研磨しておいた。CRC5-56をかけながらゴシゴシ。

これで出来上がり。0.5mmの面研。このくらいならガスケット無しでもピストンヘッドに当らないだろう。

ノーマルのガスケットは0.4mm厚。今回は0.2mm厚のアルミシートをガスケット代わりにして、一気に圧縮比を上げようとしてみた。念のため、ガスケット無しでシリンダヘッドを置いてピストンを上死点まで動かすと、なんとシリンダヘッドが押し上がる。チェックしてみると、きっちりとシリンダヘッドが真ん中にセット出来ず、この誤差でピストンヘッドの膨らみ部分がシリンダヘッドに当たる。これはちょっとまずい。

そこであきらめて0.4mm厚のノーマルのガスケットをそのまま使うことに。これならピストンヘッドが当ることはなかった。さっそく試走してみると、やはりトルクが上がった感じ。いままでは50km/hしか出なかった登りのポイントで、55km/hまでスピードが出る。「パンチ力が増した」というフィーリングだ。プラグの焼けも問題ないし、0.5mmの面研はOK。
その後、さらに面研を進め、1.0mmまで研磨。これでまた一段とパワーが増した感じだ。トルクの谷もないし、あとは駆動系のセッティングをすれば最高速も伸びる感じ。